053-925-6063
053-925-6063 053-925-4789
053-925-4789


株式会社東海進研は、SUS304・SUS430を中心としたステンレス板金加工を、ブランク(レーザー/NCT)・曲げ・溶接・仕上げまで一気通貫で対応します。本ページでは、当社サイト内のステンレス製作事例をピックアップし、設計・工法選定・コスト最適化の観点で解説します。リンク先では各事例の基本情報も確認できます。
事例①:SUS304製 センサーカバー(OA機器)
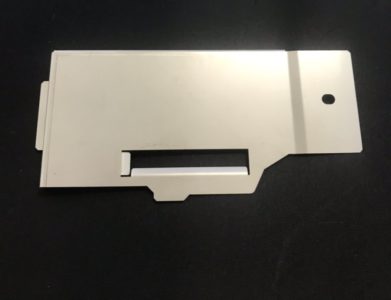
仕様・用途
-
材質:SUS304(板厚 t=推定0.8〜1.0)
-
工程:レーザー → 曲げ(角穴部2か所に曲げ)
-
用途:OA機器の内部カバー/保護・遮蔽用
課題と要求
-
角穴部付近の曲げで微小割れ・面凹みを避けたい
-
内部機構との干渉回避と勘合精度の確保
当社の加工ポイント
-
曲げ起点に近い角穴は先行ブランクの微調整(R付与・角落とし)で応力集中を分散
-
V幅・押し込み量は実測角度フィードバックで1ロット目から安定化
-
外観面保護のため保護フィルム材+フェルト治具を採用
効果
-
キズ・面凹みゼロを維持しつつ二次仕上げレスでリードタイム短縮
-
金型変更なしで派生形状に展開設計のみで即応
事例②:ステンレス(SUS304)製 ガイド板(OA機器)
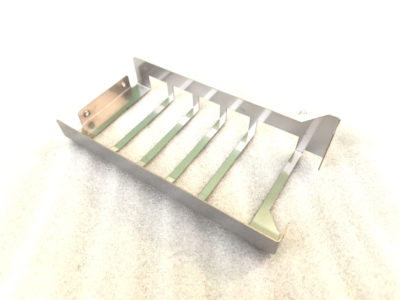
URL: https://www.industrial-precision-sheet-metal.com/product/guide-base/
仕様・用途
-
材質:SUS304
-
工程:レーザー → バーリング → ブレーキ曲げ(多段)
-
用途:紙・配線などの案内/位置決めガイド
課題と要求
-
多段曲げで金型干渉・入らない事象を防止
-
バーリング高さと後工程タップの座面強度確保
当社の加工ポイント
-
曲げ順序設計の事前検証(3D展開+治具干渉チェック)で手戻りゼロ
-
バーリングは下孔径・高さの標準化でタップ品質を安定化
-
スプリングバックは材料ロット別係数で補正
効果
-
初品から公差内収束、段取り回数を削減
-
表面処理レスでコスト・納期を圧縮
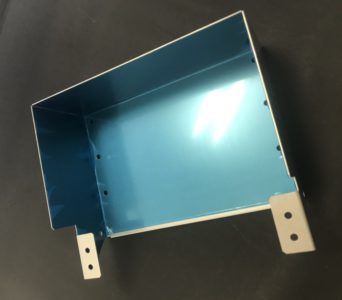
事例③:ステンレスボックス(計測機器/食品機械)

仕様・用途
-
材質:SUS(材質区分:SUS304想定)
-
工程:レーザー → 曲げ → 溶接 → 溶接跡仕上げ
-
用途:計測ユニット/食品機器筐体
課題と要求
-
外観面の**溶接熱影響(焼け・歪み)**低減
-
食品用途では衛生性とヘアライン外観の両立
当社の加工ポイント
-
角部のみの溶接で熱入力を最小化し、面歪みを抑制
-
食品向けは**全溶接+仕上げ→ヘアライン(#400/HL)**まで一貫対応
-
仕上げ側を限定(外観面のみ)し工数最適化
効果
-
外観品質を維持しながら溶接工程の短縮
-
要求仕様に応じてコストと見た目を最適配分
事例④:SUS304製ボックス(ヘミング曲げ採用)
仕様・用途
-
ワークサイズ:200×170×80
-
材質:SUS304、t=1.0
-
工程:NCT → 曲げ、入口ヘミング
課題と要求
-
端面の強度・安全性確保とケーブル保護
-
エッジ部の指触安全と外観見栄え
当社の加工ポイント
-
入り口エッジに**ヘミング(つぶし)**を採用し端面露出を回避
-
NCT段階での微小バリ管理と曲げ面のR統一で仕上げ工数を削減
効果
-
危険防止・ハーネス保護と外観品質を両立
-
後工程の面取り・研磨を最小化
事例⑤:ハーネスガイド(SUS・板厚別の加工機選定)

仕様・用途
-
材質:SUS(板厚1.0以下はNCT、1.0超はレーザー/複合機)
-
工程:NCT → タップ → 曲げ → 脱脂
課題と要求
-
金型摩耗とコストアップの回避
-
量産時の工具寿命管理と品質の安定
当社の加工ポイント
-
板厚1.0mm以下はNCTで効率加工、1.0mm超はレーザー/複合機に切替
-
工具・金型保護を前提とした工程設計でトータルコストを抑制
効果
-
不要な金型摩耗を防ぎコスト最適化
-
構内標準により製品群での横展開が容易
事例⑥:ステンレス導通板/薄板化粧板(外観・機能の両立)


ポイント整理
-
機能面(導通・遮蔽や取付精度)と外観面(HL/#400)の要求バランスを事前に定義
-
外観面の面指定(△面)、研磨方向(HL方向)の板取り、工程間トレイでキズゼロ運用
設計段階での標準DFMチェックリスト(SUS編)
-
材質選定: SUS304(耐食・成形バランス)/SUS430(コスト・磁性)を用途で切替
-
板厚と最小曲げR: t×0.8〜1.0を目安に材料硬化に応じて補正
-
穴と曲げの離れ: 板厚×2以上を基本、角穴はR付け
-
タップ確保: バーリングで座面厚みを確保、ねじ呼び毎の標準値で設計
-
溶接方針: 外観面はレーザー/TIGの使い分け、角部溶接最小化で歪み抑制
-
仕上げ: #400/HLの指示と研磨方向統一、見えない面は簡素化
-
梱包: 個別固定・接触面緩衝で搬送キズ防止
関連リンク(社内ナレッジ)
-
ステンレス(SUS304/SUS430)の事例一覧:https://www.industrial-precision-sheet-metal.com/productclass4/cat3/
-
製品事例(カテゴリ別):https://www.industrial-precision-sheet-metal.com/product/
-
溶接の方法(TIG/レーザーの特徴):https://www.industrial-precision-sheet-metal.com/product/%E6%BA%B6%E6%8E%A5%E3%81%AE%E6%96%B9%E6%B3%95/
-
用語解説(CO2溶接ほか):https://www.industrial-precision-sheet-metal.com/glossary/co2%E6%BA%B6%E6%8E%A5/
まとめ
株式会社東海進研は、設計初期から量産までの各段階で工程順序×治具×条件を一体設計し、ステンレス特有の加工硬化や熱歪み、外観傷のリスクを工程内で抑え込みます。用途・数量・外観要求に合わせ、NCT/レーザー/曲げ/溶接/仕上げを最適配分し、品質とコストを両立します。図面・要件・使用環境をご共有いただければ、最適仕様を提案します。お問い合わせはトップページよりお願いします:
https://www.industrial-precision-sheet-metal.com/